
條形碼設(shè)備整體解決方案提供商助力企業(yè)實(shí)現(xiàn)智能信息化發(fā)展
 服務(wù)熱線:13826931635
服務(wù)熱線:13826931635
QQ:150996933
服務(wù)熱線:13826931635
QQ:150996933
發(fā)布時(shí)間:2020-01-12 09:05:18
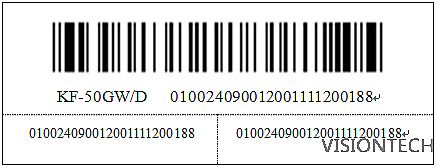
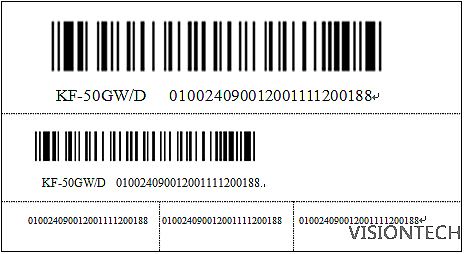
一、社會(huì)背景 條碼技術(shù)作為自動(dòng)識(shí)別技術(shù)的一部分,是在計(jì)算機(jī)應(yīng)用和實(shí)踐中產(chǎn)生并發(fā)展起來的一種廣泛應(yīng)用于商業(yè)、郵政、圖書管理、倉儲(chǔ)、工業(yè)生產(chǎn)過程控制、交通等領(lǐng)域的自動(dòng)識(shí)別技術(shù),具有輸入速度快、準(zhǔn)確度高、成本低、可靠性強(qiáng)等優(yōu)點(diǎn),在當(dāng)今的自動(dòng)識(shí)別技術(shù)中占有重要的地位。 目前我國(guó)企業(yè)對(duì)自動(dòng)識(shí)別技術(shù)的應(yīng)用都已經(jīng)有了一定的認(rèn)識(shí),除了零售業(yè)已經(jīng)廣泛應(yīng)用了條碼外,如海爾,方正,南汽、金城等制造企業(yè)也在生產(chǎn)儲(chǔ)運(yùn)的環(huán)節(jié)使用了基于條碼技術(shù)的物流跟蹤的技術(shù)。實(shí)際上,對(duì)企業(yè)而言,目的是通過提高企業(yè)核心競(jìng)爭(zhēng)力,向顧客提供滿意的產(chǎn)品和服務(wù)。采用技術(shù)只是手段,所以,我們認(rèn)為對(duì)企業(yè)而言,重要的并不在于是否采用了條碼技術(shù),而是采用了技術(shù)是否有利于改善管理。 社會(huì)經(jīng)濟(jì)的發(fā)展和市場(chǎng)競(jìng)爭(zhēng)的加劇,給工業(yè)生產(chǎn)提出了一系列的挑戰(zhàn)。工業(yè)化時(shí)代工業(yè)生產(chǎn)所追求的效率、質(zhì)量、成本等目標(biāo),已賦予新的內(nèi)容,單位時(shí)間生產(chǎn)的產(chǎn)品數(shù)量,已不再成為企業(yè)競(jìng)爭(zhēng)力的主要標(biāo)志,從產(chǎn)品開發(fā)到產(chǎn)品上市的時(shí)間,則是企業(yè)贏得市場(chǎng)和顧客的關(guān)鍵,信息已成為企業(yè)生存發(fā)展的決定性因素,企業(yè)的生產(chǎn)技術(shù)與組織管理正在發(fā)生深刻的變化。 產(chǎn)品條碼應(yīng)用結(jié)合條碼技術(shù)和計(jì)算機(jī)信息管理,是為企業(yè)全面信息化和進(jìn)入電子時(shí)代準(zhǔn)備的。基于產(chǎn)品條碼應(yīng)用,企業(yè)可以高效管理產(chǎn)品物料準(zhǔn)備、生產(chǎn)過程、銷售流通、售后服務(wù)。 PBA(Product Barcode Application)-MES(Manufacturing Executive System)即產(chǎn)品條碼應(yīng)用-制造執(zhí)行系統(tǒng)是一套結(jié)合條碼技術(shù)面向制造業(yè)生產(chǎn)過程管理的信息系統(tǒng)。它為操作人員/管理人員提供計(jì)劃的執(zhí)行和跟蹤以及資源(人、設(shè)備、物料、客戶需求等)的當(dāng)前狀況。 二、系統(tǒng)設(shè)計(jì)目標(biāo) 1、提高生產(chǎn)過程的可控制性 細(xì)化ERP/MRP-II系統(tǒng)中的作業(yè)計(jì)劃,實(shí)現(xiàn)生產(chǎn)現(xiàn)場(chǎng)的作業(yè)調(diào)度 對(duì)生產(chǎn)過程管理進(jìn)行過程統(tǒng)計(jì),提供質(zhì)量管理進(jìn)行質(zhì)量統(tǒng)計(jì)和質(zhì)量控制 對(duì)生產(chǎn)過程管理進(jìn)行存檔,為產(chǎn)品數(shù)據(jù)管理提供產(chǎn)品檔案查詢和產(chǎn)品列表查詢 通過生產(chǎn)過程中零部件的采集,并對(duì)應(yīng)在產(chǎn)品上,實(shí)現(xiàn)零部件追溯到供應(yīng)商及批次 2、提高生產(chǎn)作業(yè)的效率 優(yōu)化生產(chǎn)過程流程,使生產(chǎn)過程更適應(yīng)敏捷生產(chǎn)的要求 通過生產(chǎn)過程中的實(shí)時(shí)數(shù)據(jù)采集,實(shí)現(xiàn)現(xiàn)場(chǎng)作業(yè)的電子跟單,完成生產(chǎn)過程管理控制 三、系統(tǒng)設(shè)計(jì)特色 結(jié)合自動(dòng)識(shí)別技術(shù)。PBA-MES系統(tǒng)主要應(yīng)用條碼技術(shù),每個(gè)產(chǎn)品上粘貼有SN(Serial Number)號(hào)條碼標(biāo)簽,該SN號(hào)作為產(chǎn)品的唯一標(biāo)識(shí),跟蹤產(chǎn)品從上線、生產(chǎn)、下線、入庫直到產(chǎn)品銷售到客戶的整個(gè)過程 采用中間介技術(shù),PBA-MES已經(jīng)實(shí)現(xiàn)同SAP、ORACLE、 SSA BPCS、CA MMX、QAD MFG/PRO等ERP系統(tǒng)接口 多樣全面的數(shù)據(jù)采集。支持多種專用數(shù)據(jù)采集終端(ATOP,CIPHER,CASIO),同時(shí)可以選擇計(jì)算機(jī)數(shù)據(jù)采集終端,滿足車間復(fù)雜的現(xiàn)場(chǎng)條件和工藝要求 提供與工業(yè)控制系統(tǒng)的集成接口。收集各工業(yè)控制系統(tǒng)產(chǎn)生的產(chǎn)品生產(chǎn)過程參數(shù) 四、應(yīng)用案例 國(guó)內(nèi)某空調(diào)器公司的實(shí)施案例: (1)項(xiàng)目背景 該公司產(chǎn)品基本出口國(guó)外,他們希望引進(jìn)一套結(jié)合條碼應(yīng)用的生產(chǎn)管理系統(tǒng),來解決外協(xié)主關(guān)件的追溯、生產(chǎn)過程的管理以及產(chǎn)品的實(shí)時(shí)跟蹤查詢等問題,擬實(shí)現(xiàn)如下目標(biāo): 企業(yè)領(lǐng)導(dǎo)層次化管理 生產(chǎn)實(shí)時(shí)動(dòng)態(tài)監(jiān)控 跟單信息的錄入、維護(hù)、跟蹤查詢 車間質(zhì)量信息反饋 車間產(chǎn)量的動(dòng)態(tài)查詢 主關(guān)件的統(tǒng)計(jì)、查詢 車間現(xiàn)場(chǎng)人員管理 外圍設(shè)備集成(產(chǎn)品數(shù)據(jù)測(cè)試設(shè)備) (2)項(xiàng)目應(yīng)用 系統(tǒng)組成:PBA-MES采用3層和2層應(yīng)用相結(jié)合的系統(tǒng)結(jié)構(gòu),3層主要應(yīng)用在信息異地查詢和異地車間控制管理。 1、自動(dòng)識(shí)別技術(shù)的應(yīng)用——條碼標(biāo)簽 在制品SN(Serial Number)序列號(hào)條碼標(biāo)簽 條碼的碼制為CODE128,存在兩種格式。 格式1樣式: 格式2樣式: 2、產(chǎn)品數(shù)據(jù)管理員 產(chǎn)品結(jié)構(gòu)管理。操作者維護(hù)(增加、刪除、修改)產(chǎn)品的型號(hào);操作者維護(hù)(增加、刪除、修改)產(chǎn)品物料編碼;操作者維護(hù)產(chǎn)品物料編碼的物料配置 故障碼管理。操作者維護(hù)(增加、刪除、修改)故障碼類別;操作者維護(hù)(增加、刪除、修改)故障碼編碼 車間作業(yè)工藝路線管理。管理員按照工廠工藝,設(shè)置產(chǎn)品加工路線和工序;管理員設(shè)置加工路線的加工中心;管理員維護(hù)(增加、刪除、修改)加工中心;管理員設(shè)置工作班組 3、訂單執(zhí)行員 接收生產(chǎn)指令-沒有ERP生產(chǎn)指令管理。管理員根據(jù)銷售訂單和倉庫庫存,制定工廠三日滾動(dòng)生產(chǎn)計(jì)劃;管理員向系統(tǒng)輸入工廠生產(chǎn)指令(生產(chǎn)指令號(hào)、計(jì)劃日期、交貨日期、產(chǎn)品物料編碼、數(shù)量、備單號(hào)等) 接收返工通知單。管理員接收質(zhì)檢處返工通知,制定工廠返工通知單;管理員向系統(tǒng)輸入工廠返工通知單(返工通知單號(hào)、原產(chǎn)品物料編碼、現(xiàn)物料編碼、數(shù)量等) 生產(chǎn)指令排產(chǎn)。管理員確定排產(chǎn)日期,選擇生產(chǎn)指令;管理員輸入本次排產(chǎn)數(shù)量,發(fā)行生產(chǎn)指令排產(chǎn);系統(tǒng)修改生產(chǎn)指令排產(chǎn)數(shù),增加到工廠詳細(xì)作業(yè)計(jì)劃 詳細(xì)作業(yè)計(jì)劃(作業(yè)排產(chǎn))。管理員確定作業(yè)排產(chǎn)時(shí)間,指定子車間;系統(tǒng)根據(jù)車間生產(chǎn)能力,計(jì)算詳細(xì)作業(yè)計(jì)劃,完成自動(dòng)排產(chǎn)(管理員也可以選擇詳細(xì)作業(yè)計(jì)劃進(jìn)行作業(yè)排產(chǎn));管理員指定作業(yè)排產(chǎn)工藝路線、工作班組,發(fā)行作業(yè)排產(chǎn);管理員修改作業(yè)計(jì)劃表,向系統(tǒng)確認(rèn) 終止作業(yè)調(diào)度。管理員選擇未完成作業(yè)調(diào)度;系統(tǒng)顯示作業(yè)調(diào)度在制品的狀態(tài);管理員確認(rèn),系統(tǒng)結(jié)束作業(yè)調(diào)度 審核生產(chǎn)指令;系統(tǒng)檢查生產(chǎn)指令執(zhí)行狀態(tài),如果完成則提示管理員審核生產(chǎn)指令;管理員審核生產(chǎn)指令,刪除沒有生產(chǎn)的作業(yè)計(jì)劃;系統(tǒng)關(guān)閉生產(chǎn)指令,創(chuàng)建完工報(bào)告 生產(chǎn)計(jì)劃統(tǒng)計(jì)報(bào)表。管理員輸入日期范圍,系統(tǒng)輸出時(shí)間范圍生產(chǎn)指令排產(chǎn)表;按時(shí)間段統(tǒng)計(jì)生產(chǎn)線產(chǎn)量統(tǒng)計(jì)報(bào)表;按時(shí)間段查詢生產(chǎn)指令執(zhí)行報(bào)表;生產(chǎn)指令超時(shí)報(bào)警 4、作業(yè)管理員 作業(yè)調(diào)度。管理員按照作業(yè)排產(chǎn)表,下達(dá)工作班組作業(yè)調(diào)度;系統(tǒng)分配下達(dá)作業(yè)調(diào)度的在制品的SN,打印SN條碼標(biāo)簽和產(chǎn)品銘牌標(biāo)簽;調(diào)度員下發(fā)SN條碼標(biāo)簽和產(chǎn)品銘牌,分配作業(yè)調(diào)度令給生產(chǎn)線,開始生產(chǎn) 作業(yè)調(diào)度完工報(bào)告。調(diào)度員進(jìn)行作業(yè)調(diào)度完工報(bào)告;系統(tǒng)輸出當(dāng)天完成生產(chǎn)的作業(yè)調(diào)度;調(diào)度員選擇輸入工作班組;系統(tǒng)進(jìn)行作業(yè)調(diào)度完工報(bào)告 作業(yè)調(diào)度統(tǒng)計(jì)。調(diào)度員按照時(shí)間和工作班組生產(chǎn)產(chǎn)量統(tǒng)計(jì)報(bào)表;調(diào)度員選擇生產(chǎn)日期,系統(tǒng)顯示生產(chǎn)日?qǐng)?bào)表 生產(chǎn)過程控制。系統(tǒng)顯示作業(yè)調(diào)度上線數(shù)量、完成數(shù)量;調(diào)度員選擇生產(chǎn)線,系統(tǒng)顯示生產(chǎn)線在線在制品列表;調(diào)度員選擇作業(yè)調(diào)度,系統(tǒng)顯示作業(yè)調(diào)度在制品列表;生產(chǎn)線實(shí)時(shí)監(jiān)視控制,圖型化顯示生產(chǎn)線上線機(jī)型和下線機(jī)型以及實(shí)時(shí)數(shù)量 5、生產(chǎn)過程操作者 上線采集(一般工序)。操作者采集在制品SN;系統(tǒng)保存采集在制品SN、操作員、采集時(shí)間,標(biāo)識(shí)在制品上線 裝配采集-主關(guān)件裝配采集(裝配工序).操作者判斷在制品主關(guān)件供應(yīng)商是否發(fā)生改變;發(fā)生改變 – 操作者向系統(tǒng)輸入使用物料的供應(yīng)商,作者輸入完成裝配確認(rèn)在制品SN,系統(tǒng)接收在制品,完成工序生產(chǎn),并標(biāo)識(shí)為首樣;沒改變 –操作向系統(tǒng)輸入完成裝配確認(rèn)在制品SN,系統(tǒng)接收在制品,完成工序生產(chǎn) 包裝入庫采集。操作者開始包裝操作。輸入在制品的SN;系統(tǒng)檢查在制品工序路線是否合法;系統(tǒng)記錄工序采集(操作者、時(shí)間),修改在制品的工序狀態(tài) 再投入采集。操作者向系統(tǒng)輸入在制品的SN;系統(tǒng)檢查在制品是否存在故障,存在登記在制品開始維修;操作者維修完成后,向系統(tǒng)輸入在制品維修方式、責(zé)任判斷,維修人員;系統(tǒng)保存在制品維修記錄,修改在制品的狀態(tài) 6、品質(zhì)管理員 產(chǎn)品數(shù)據(jù)追溯查詢-按照產(chǎn)品SN追溯。操作者輸入產(chǎn)品的SN,查詢產(chǎn)品的檔案。系統(tǒng)組織產(chǎn)品的生產(chǎn)數(shù)據(jù),輸出:產(chǎn)品基本信息(生產(chǎn)指令、備單號(hào)、生產(chǎn)日期、工作班組),產(chǎn)品物料追溯信息(物料編碼和描述、供應(yīng)商、操作者、時(shí)間),檢測(cè)工序采集(操作者、時(shí)間、檢測(cè)結(jié)果),抽檢工序采集(操作者、時(shí)間、檢測(cè)結(jié)果)//進(jìn)行抽檢產(chǎn)品;操作者追溯產(chǎn)品出庫;系統(tǒng)顯示產(chǎn)品出庫跟蹤的裝箱單 產(chǎn)品數(shù)據(jù)列表查詢。操作者輸入時(shí)間范圍、型號(hào)、生產(chǎn)指令、備單號(hào)、產(chǎn)品編碼、故障碼類別、故障碼編碼、線體、操作者、主關(guān)件供應(yīng)商或其中以上的單個(gè)條件或其中的任一組合條件;系統(tǒng)輸出滿足條件產(chǎn)品列表(產(chǎn)品SN、產(chǎn)品型號(hào)、產(chǎn)品編碼、產(chǎn)品名稱、生產(chǎn)指令、作業(yè)調(diào)度、生產(chǎn)時(shí)間、狀態(tài)) 作業(yè)抽檢統(tǒng)計(jì)。管理員輸入日期范圍;系統(tǒng)按照各工序抽檢產(chǎn)品列表 作業(yè)質(zhì)量統(tǒng)計(jì)報(bào)表。管理員輸入日期,系統(tǒng)統(tǒng)計(jì)工序質(zhì)量日?qǐng)?bào)表;系統(tǒng)計(jì)算生產(chǎn)指令的直通率和工序質(zhì)量狀態(tài);系統(tǒng)計(jì)算產(chǎn)品直通率;系統(tǒng)計(jì)算時(shí)間段內(nèi)故障碼出現(xiàn)在制品前N位的報(bào)表(管理員輸入日期范圍和N值,系統(tǒng)進(jìn)行統(tǒng)計(jì)) 質(zhì)量分析。管理員按照時(shí)間范圍查詢生產(chǎn)故障帕拉圖;管理員按照時(shí)間范圍統(tǒng)計(jì)故障碼類別缺陷產(chǎn)品列表;管理員統(tǒng)計(jì)一次下線合格率統(tǒng)計(jì)報(bào)表(根據(jù)指標(biāo)值和實(shí)際值,計(jì)算兌現(xiàn)值,公式:兌現(xiàn)=(實(shí)際達(dá)標(biāo)值 – 指標(biāo)值)*考核價(jià)值);管理員統(tǒng)計(jì)生產(chǎn)線直通率的PPM值報(bào)表及折線圖(計(jì)算PPM計(jì)算公式=(1 – 合格率)*1000000) 7、品質(zhì)操作者 檢測(cè)采集。//檢漏1、運(yùn)轉(zhuǎn)、檢漏3、終檢。操作者開始在制品檢測(cè),向系統(tǒng)輸入檢驗(yàn)結(jié)果(檢測(cè)數(shù)據(jù)/合格或故障碼);操作者向系統(tǒng)輸入檢驗(yàn)在制品的SN;系統(tǒng)檢查在制品工序路線是否合法;系統(tǒng)接收工序檢驗(yàn)采集,判斷在制品檢驗(yàn)是否合格,系統(tǒng)記錄檢驗(yàn)員、時(shí)間和檢驗(yàn)結(jié)果,修改在制品工序 抽檢采集(分抽檢工序)。操作者開始在制品檢驗(yàn),向系統(tǒng)輸入檢驗(yàn)結(jié)果(檢測(cè)數(shù)據(jù)/合格或故障碼);操作者向系統(tǒng)輸入檢驗(yàn)在制品的SN;系統(tǒng)檢查在制品工序路線是否合法;系統(tǒng)接收工序檢驗(yàn)采集,判斷在制品檢驗(yàn)是否合格,系統(tǒng)記錄檢驗(yàn)員、時(shí)間和檢驗(yàn)結(jié)果,修改在制品工序 (3)項(xiàng)目實(shí)施效果 調(diào)查表明,該公司實(shí)施PBA-MES軟件后,企業(yè)增加效益是顯著的: 平均減少制造周期達(dá)到30% 平均減少數(shù)據(jù)輸入時(shí)間達(dá)到75% 平均減少在制品達(dá)到20% 平均減少作業(yè)轉(zhuǎn)換的文書工作達(dá)到60% 平均減少生產(chǎn)提前期達(dá)到20% 相關(guān)搜索:不干膠標(biāo)簽 不干膠印刷 條碼紙 條碼打印機(jī) 條碼掃描槍 碳帶 數(shù)據(jù)采集器 東莞條碼公司 東莞不干膠廠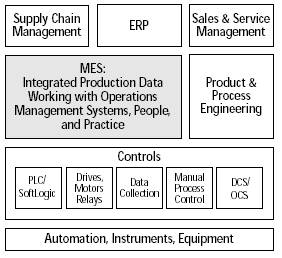
下圖是國(guó)際MES協(xié)會(huì)所描繪的制造企業(yè)信息系統(tǒng)體系結(jié)構(gòu),MES起到了ERP/MRP-II和車間自動(dòng)化系統(tǒng)間承上啟下的作用。
針對(duì)該公司提出的需求,我們公司給出了詳細(xì)的項(xiàng)目建議書,最終我們公司在自主開發(fā)的PBA-MES軟件產(chǎn)品的基礎(chǔ)上,并結(jié)合該公司的特例,進(jìn)行軟件的二次開發(fā),在不到半年的時(shí)間內(nèi)就完成了軟件的需求分析、設(shè)計(jì)、編碼、測(cè)試和工程實(shí)施,到現(xiàn)在PBA-MES軟件已在該公司正常運(yùn)行一年有余,軟件得到該公司的一致好評(píng)。
